Déplacement direct pour LFT



Déplacement direct pour LFT
Le roving direct pour LFT est enduit d'un apprêt à base de silane compatible avec les résines PA, PBT, PET, PP, ABS, PPS et POM.
Caractéristiques
●Faible fuzz
● Excellente compatibilité avec une résine thermoplastique multiple
●Bonnes propriétés de transformation
● Excellentes propriétés mécaniques du produit composite final

Application
Il est largement utilisé dans les secteurs de l'automobile, de la construction, du sport et des applications électriques et électroniques.

Liste des produits
| Article | Densité linéaire | Compatibilité avec la résine | Caractéristiques | Utilisation finale |
| BHLFT-01D | 400-2400 | PP | Intégrité irréprochable | excellentes propriétés de traitement et mécaniques, couleur claire éteinte |
| BHLFT-02D | 400-2400 | PA, TPU | faible fuzz | Excellentes propriétés de traitement et mécaniques, conçues pour le procédé LFT-G |
| BHLFT-03D | 400-3000 | PP | Bonne dispersion | Spécialement conçu pour le procédé LFT-D et largement utilisé dans les applications automobiles, de construction, sportives, électriques et électroniques. |
| Identification | |||||
| Type de verre | E | ||||
| Itinérance directe | R | ||||
| Diamètre du filament, μm | 400 | 600 | 1200 | 2400 | 3000 |
| Densité linéaire, tex | 16 | 14 | 17 | 17 | 19 |
| Paramètres techniques | |||
| Densité linéaire (%) | Teneur en humidité (%) | Taille Contenu (%) | Résistance à la rupture (N/Tex) |
| ISO1889 | ISO3344 | ISO 1887 | ISO 3341 |
| ±5 | ≤0,10 | 0,55±0,15 | ≥0,3 |
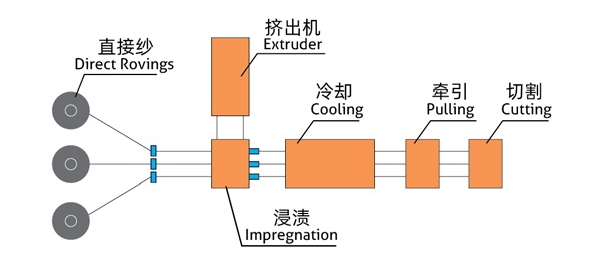
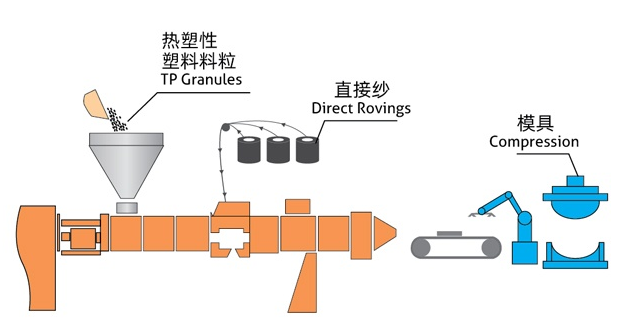
Processus LFT
Les granulés de polymère LFT-D et les mèches de verre sont introduits dans une extrudeuse à double vis où le polymère est fondu et un composé se forme. Ce composé fondu est ensuite moulé directement en pièces finales par injection ou par compression.
LFT-G Le polymère thermoplastique est chauffé jusqu'à fusion et pompé dans la filière. Le ruban continu est étiré à travers une filière de dispersion afin d'assurer une imprégnation complète de la fibre de verre et du polymère et d'obtenir des barres consolidées. Après refroidissement, la barre est découpée en granulés renforcés.